塔机标准节项目分享
西南—埃亿奉塔机标准节项目分享
工件名称:塔机标准节
所属行业:塔机
概述:中厚板塔机标准节焊接,使用两台机器人(CRP-RH14-10-W),加两台单轴翻转变位机(3m)配置,采用2D+焊丝寻位方式确定焊接起点,打底加盖面的中厚板焊接,自动运行速度开到100,焊接一根标准节的时长在20min。
一、焊接工件
主体为长度2.8米,厚度20mm的碳钢方形管件,两端各配置3个圆形碳钢套筒件,长度在140mm,厚度是20mm,组合件均为已加工好的标准件,工件一致性较好。
图片方管
图片圆管
图片组合
二、方案配置
现场共用可正常生产的焊接方案配置6套,未安装方案2套,单套由两台机器人(CRP-RH14-10-W)配麦格米特PLUS500水冷焊机加水冷焊枪,采用直流焊接工艺,焊丝1.2mm,气体为82混合气,变位机端为两台单轴翻转变位机(3m)配置,整体配置灵活,可实现标准节3个方向圆筒的自由寻位和焊接,目前每天的工作时长为晚八点到早十点,14个小时。
机器人方案图片
电柜图片
三、焊接工艺
现场使用直流焊接,Z字形摆弧工艺,每道焊缝需要焊接两次。
打底参数
盖面参数
摆弧参数

焊接前
焊接后


焊接成型美观一致,客户对焊接效果较为满意。
四、现场问题
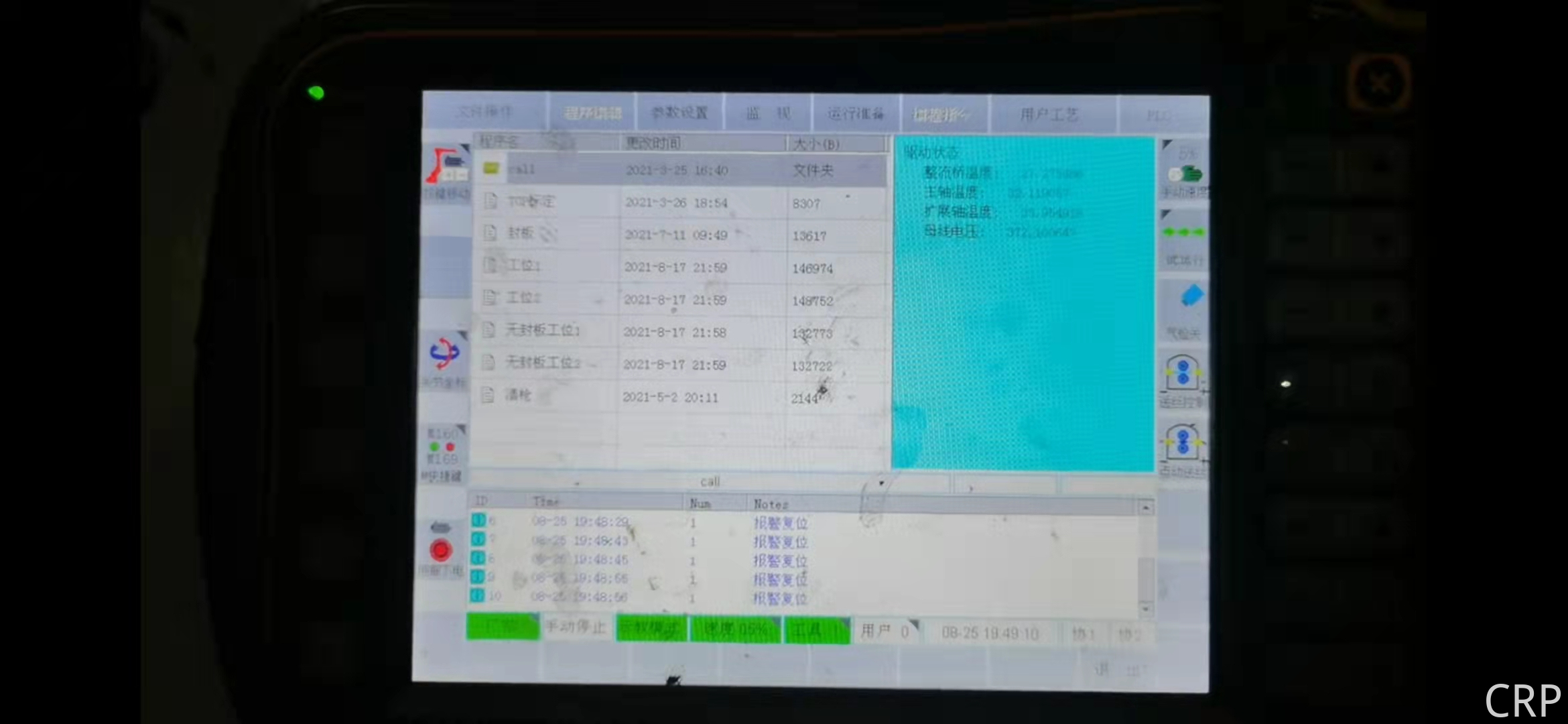
(1)Z字型摆弧,在起始点,由于我们工艺会直接向左后方摆弧,导致起弧处焊接不饱满,这一点可以通过加一个延时时间改善,但是由于现场是2D+寻位起始处会有一点偏差,延时对焊接位置要求高,暂放弃。客户对起始位焊接效果可以接受。
(2)现场电网电压过高,示教器端监视母线电压在370V左右,烧坏制动电阻。开始报制动过载,这个现场到目前已烧坏5个制动电阻,主要原因还是电网电压过高在415V到420V,经卡诺普技术人员讨论,怀疑电网正弦波形可可能存在畸变,导致峰值电压过高,可能超过520安,达到电阻极限值(有一个电阻有明显击穿)。现场代理商已加转稳压器,目前监视母线电压在340V左右,之后会带示波器确定电网电压问题。