摩托车车架项目案例分享
一、工件信息分享
1-1)产品图片
1-2)冲压剪板机组
1-3)冷弯成型机组
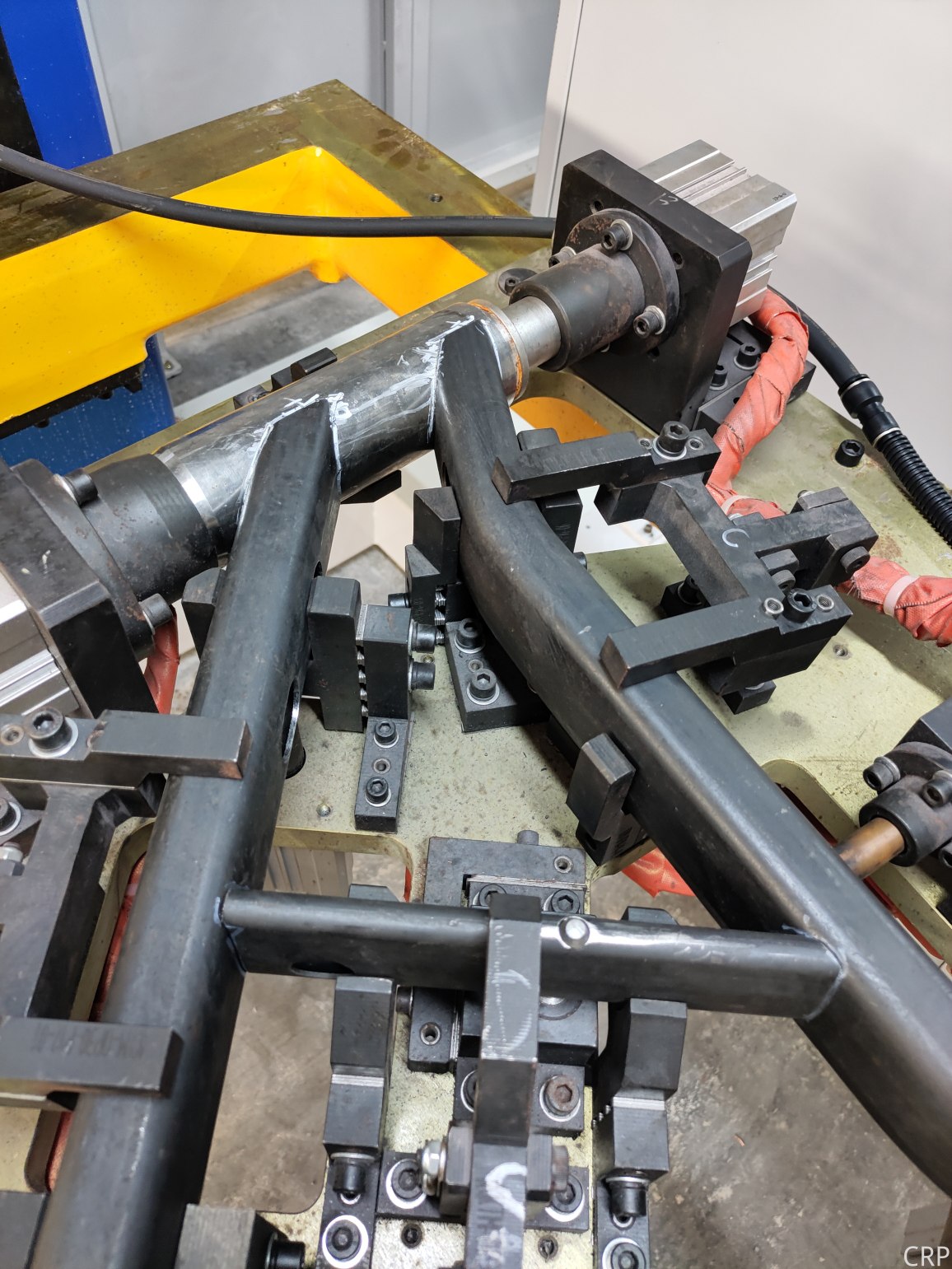
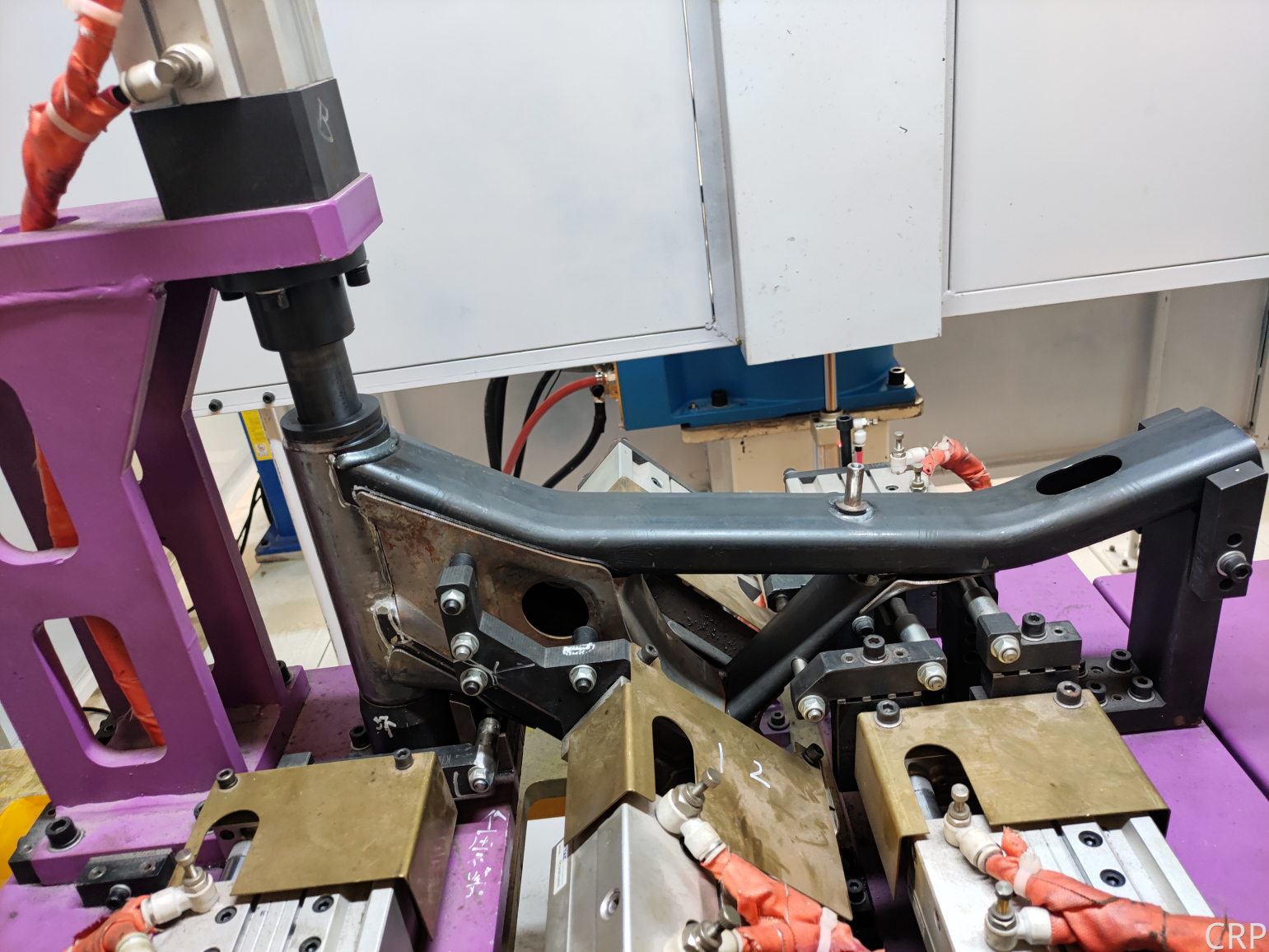
1-4)车架成型
1-5)喷漆组装
二、项目设备分享
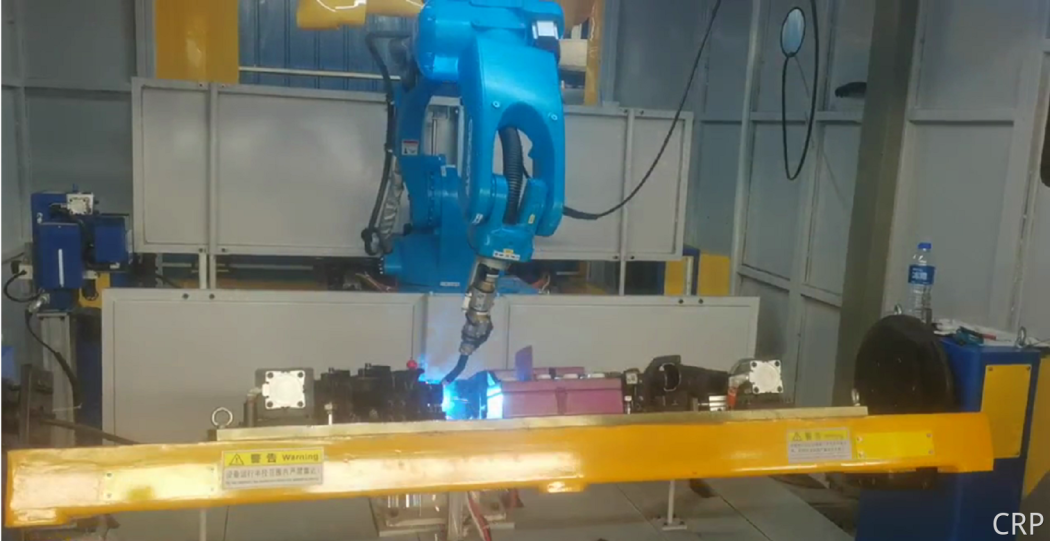
2-1)机器人系统
2-2)焊接设备
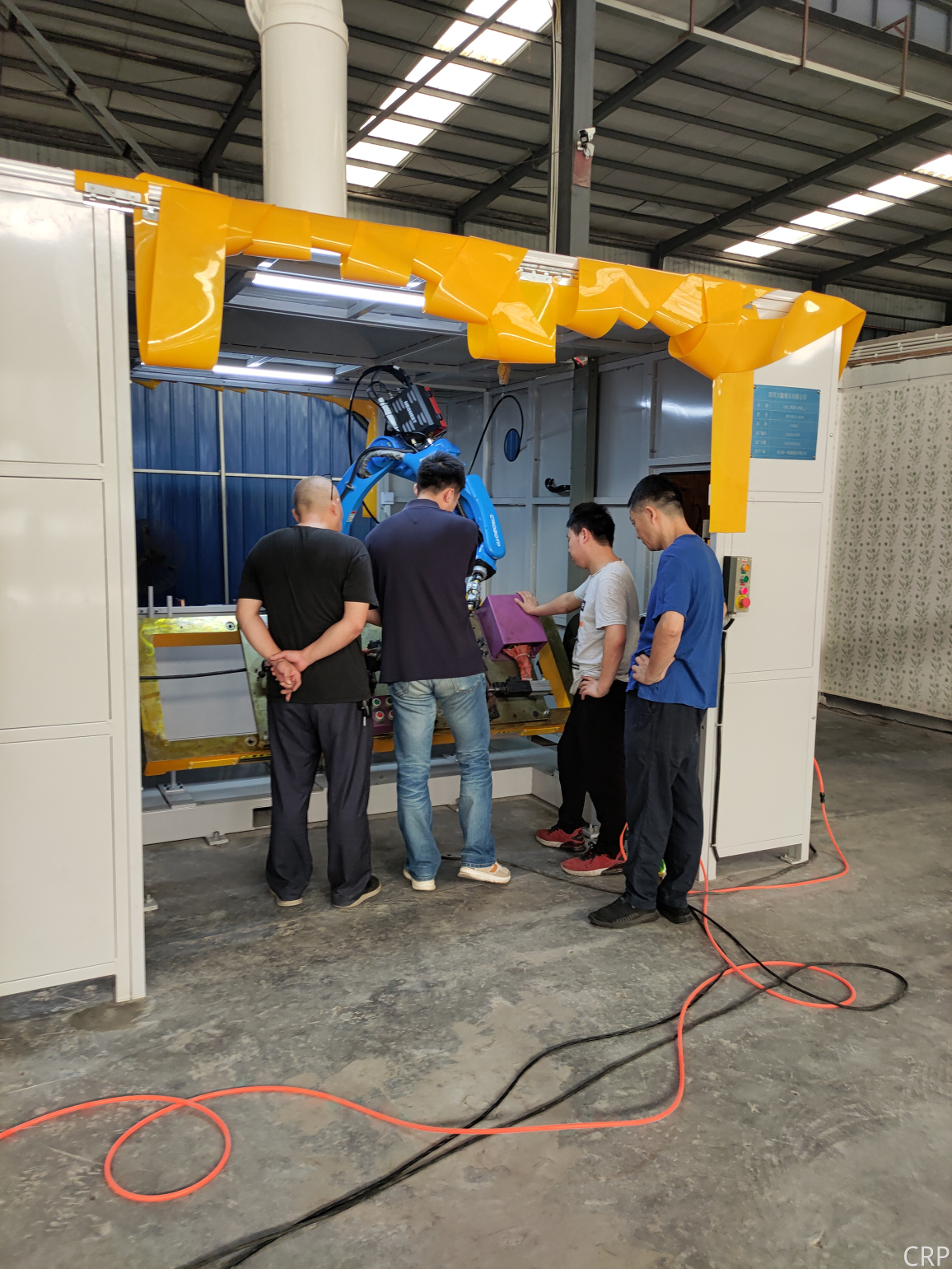
2-3)现场环境
三、焊接工艺分享
3-1)焊接参数
3-2)焊接视频
四、项目总结
1-1产品图片
攻乌年2
夹紧2
夹紧3
夹紧1
总气阀
打开1
打开2
打开3
LAKIKOP3
纸西G产B活
出杰公司:G星天确-天理集商有限会量
此产品为摩托车架零部件,共分为8序零部件焊接,从1序到8序都得按顺序来,焊接了1序产品才能焊2序产品。焊接工艺要求不仅要成型美观,还不能有任何焊接缺陷,上面的图片也看到了,工装部分比较复杂。
1-2冲压剪板机组
人工剪板,到冲压区,下料精度不标准误差在2mm左右。
1-3冷弯成型机组
人工操作定位折弯,会有2mm左右的误差。
1-4)车架成型
1-5)喷漆组装
1项目设备分享(CRP-RH14-10-W焊接机器人, Artsen Plus 350D焊机 ,空冷日皓焊枪)
2-1
每台机器人带2外部轴,也就是每台机器人带2序,一台清枪器。
现场环境
环境宽敞不恶劣,布局清晰统一。
现场培训指导
给现场人员讲解了简单操作和焊接工艺和注意事项。
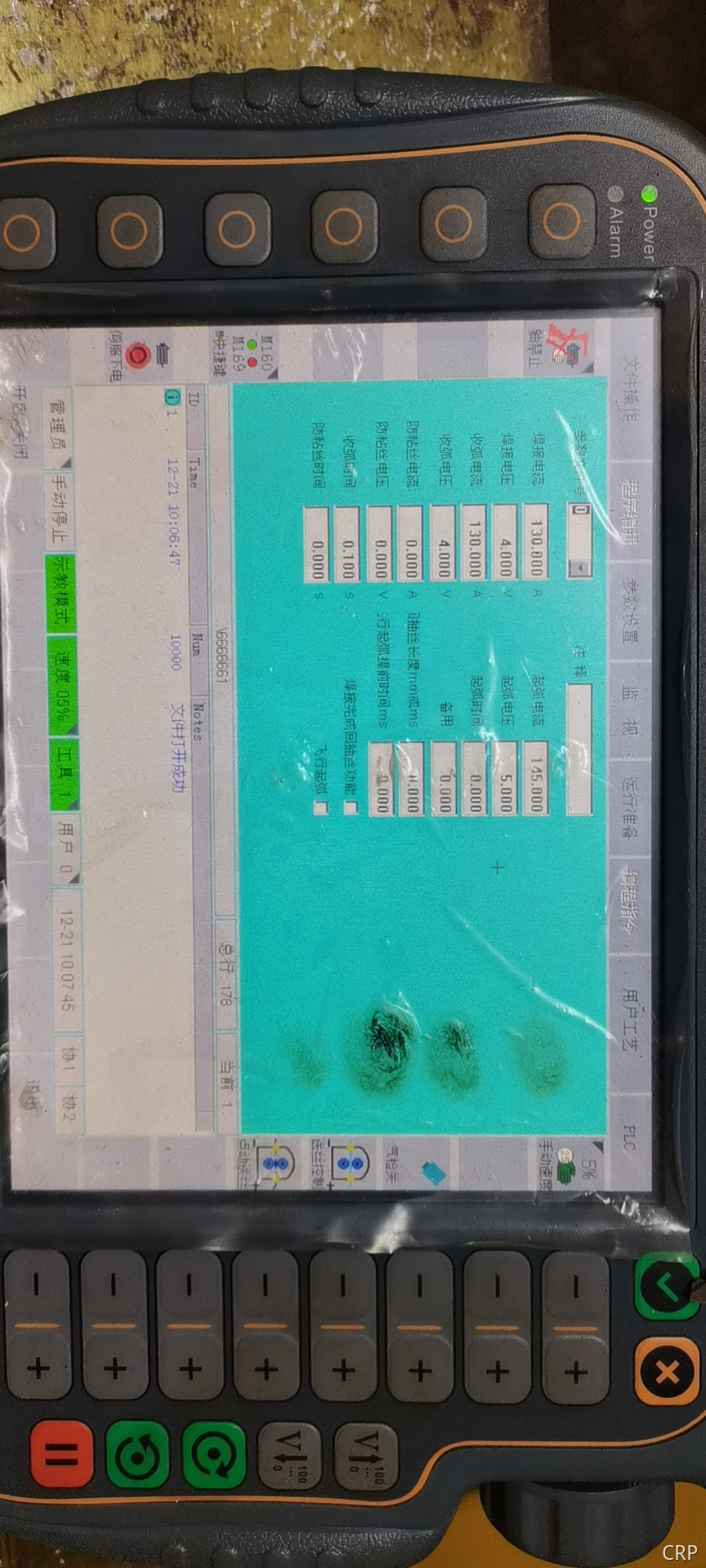
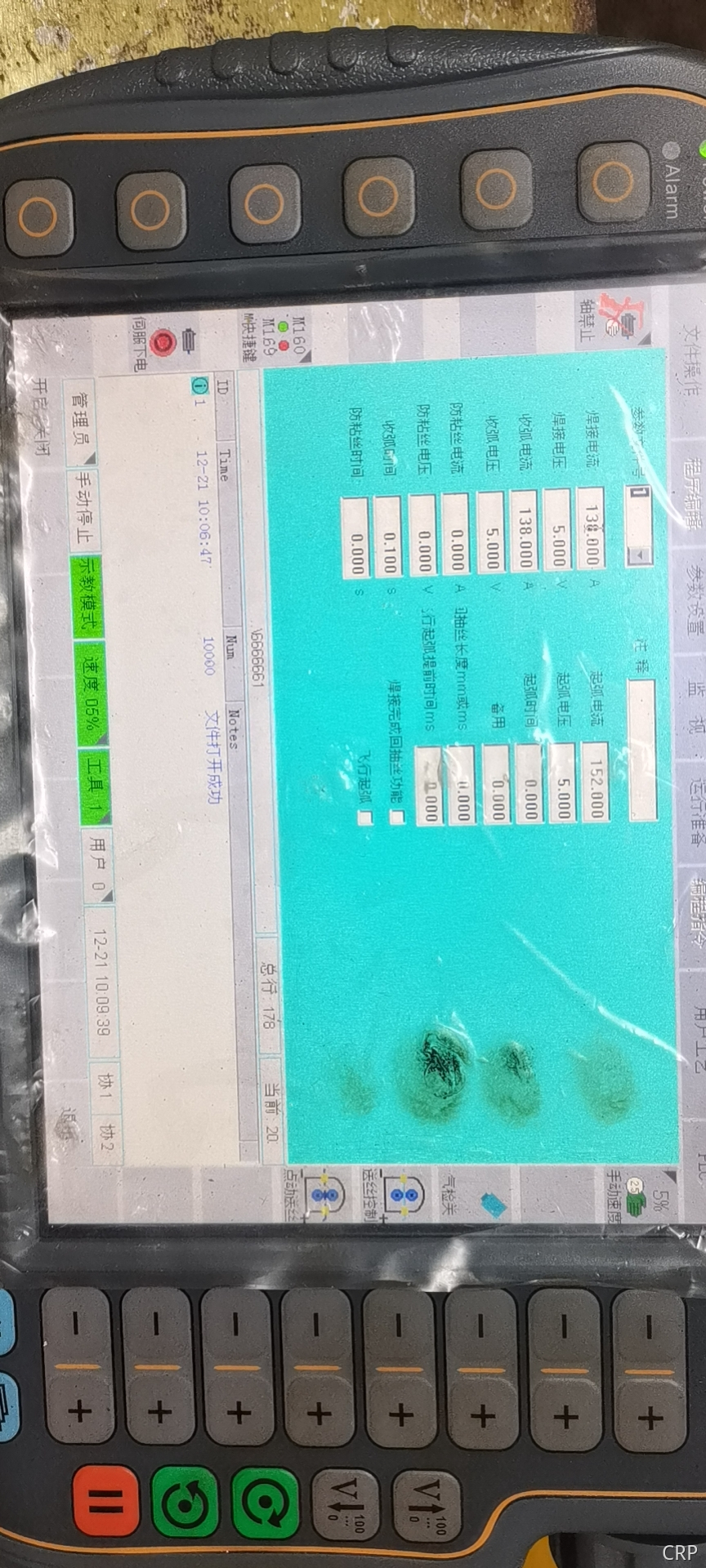
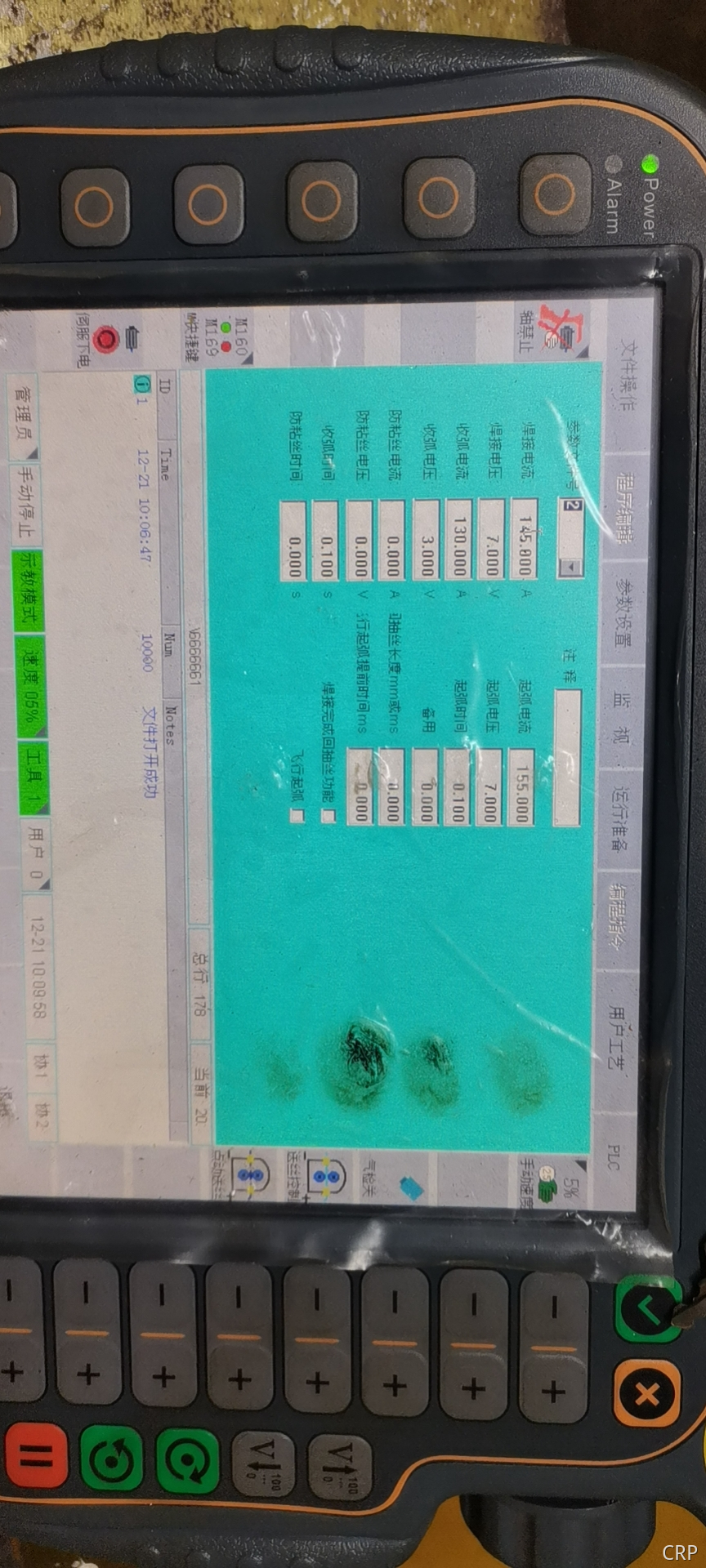
1焊接工艺分享3-1)焊接参数,现场使用混合气,1.0焊丝。
oooooc
OAIarm
O
Power
独琴止
快捷社
服下电
台
文件操作
开启子团
管理品
防粘丝电
防粘仕电压
防枯兰时间
提据中流
收强电压
收电话
收礼C1
埠携电压
手动停
2110:06:47
温序相电
130.000
130.000
0.000
4.000
4.000
0.000
0.100
0.000
示教模式
数设置
起孤提前时间ms
@抽丝长度mm械ms
16666661
HUm
10000
速度05%工具
起机时间
起孤电压
唱接完成回抽华功
大电
盗用
Notes
文件打开成功
?5号
飞行起数
145.000
5.000
0.000
0.000
社.000
云行准备
用户0
百耀办字
12-2110.0745
总行178
工艺
当前1
FLC
B8E8H8
一个+
一1+
日固Q
盟热0直2165588551.07428
一个序工用到3组焊接工艺,每个序的工件的焊缝都有立焊缝和圆弧和平焊,使用到3组不同的焊接工艺。
3-3焊接视频
b7451ce56609e797c22ca30ed174fa7e.mp4(24.9 MB)
四项目总结
此客户现场为新机落地,合作伙伴是新合作伙伴,对机器人操作和焊接工艺不熟悉,卡诺普技术人员去现场协助。由于现场工装过于复杂,工件装上后定位不稳定,需要人工敲打固定,工装不成熟,调试过程中发现很多焊缝焊枪都下不去,都被工装挡住了,这时就需要打磨机,给挡住的部分尽量磨掉。由于工件焊缝复杂,也使用到了外部轴协同,焊接工艺要求也比较高,工件数量也有限,有时候工件也会有的偏差,所以调试周期比较漫长。经过2周的调试,最终成品能让客户满意,但是有一个问题,因为现场都是按照1-8序顺序来的,如果有个序的机器人发生的某些故障,一时间弄不好的话,会导致后面的序没有工件焊接,直接瘫痪,影响生产,此情况也跟客户说过,新的方案还在想,毕竟他们这必须得按顺序来焊接,且只有5台机器,最多也就每台机器带2不同的序。给出提议:每两个机器人焊2道序,这样如果其中一台出了问题停下了还有另外一台工作,但是需要多加几个机器人,客户需要考虑。