


薄板烟草框底座项目案例分享
目录
一、工件信息分享
1-1)产品图片
1-2)激光切割下料机
1-3)卷板开平加冲压
1-4)冷弯成型机组
1-5)组对
二、项目设备分享
1-1)机器人系统
1-2)焊接设备
三、焊接工艺分享
1-1)焊接参数
1-2)成品图片
1-3)焊接视频
四、建议与改进
五、项目总结
工件信息分享
1-1)工件图片:工件由圆盘底座、横向拉杆、立柱、肋板组成。 |
|
|
1-3卷板开平加冲压:利用卷板开平机开平后送入冲床冲出圆板,再通过其他冲床冲压成型。 |
|
1-4)冷弯成型机组:横向拉杆以及立柱都是冷弯成型,开平、弯折、切割都由这台机器完成 |
|





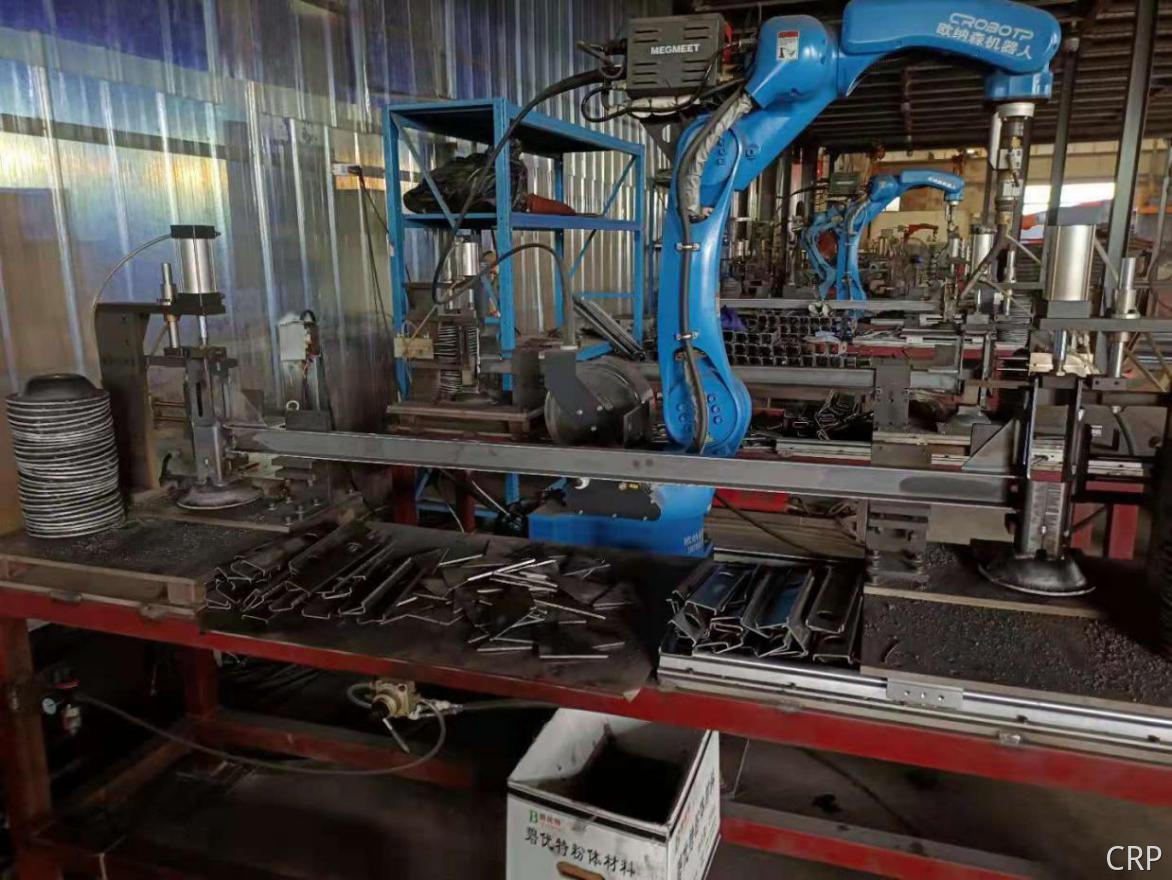
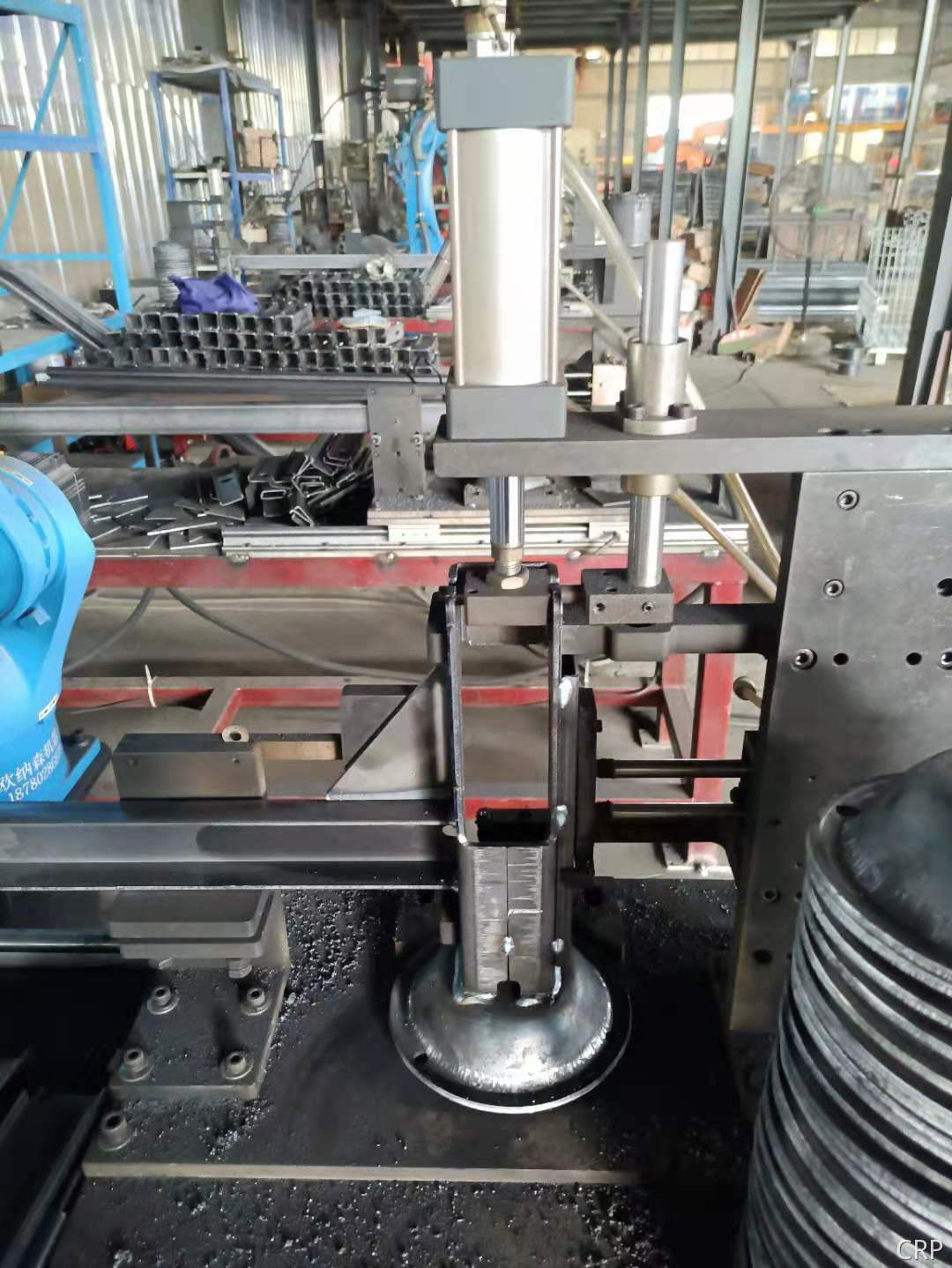
1-5组对:工件加工精度较好,现场直接使用夹具固定后直接焊接。 |
|
2、项目设备分享
1-1)机器人系统:CRP-RH14-10W、E60-G4未加装外部轴。(6台) |
|
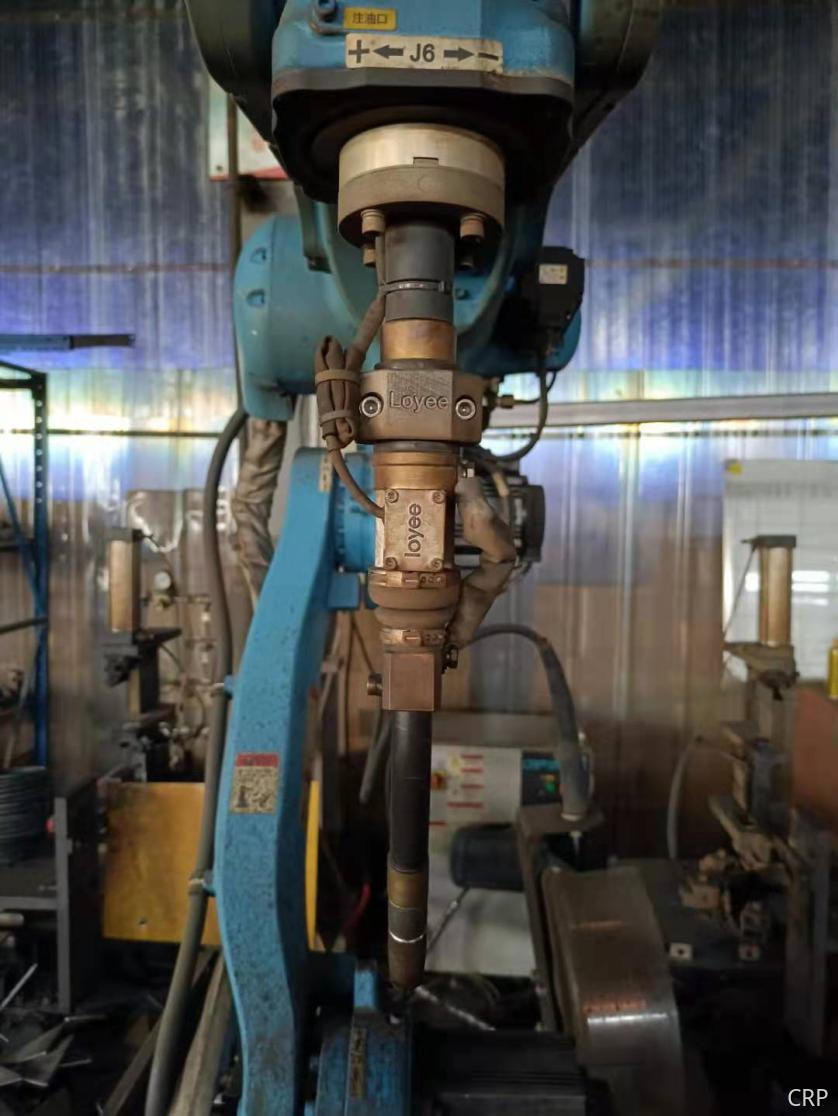
1-2)焊接设备:麦格米特2台Ehave CM350(配全球枪)4台Atsen puls 350DR(配日皓枪) |
|





三、焊接工艺分享
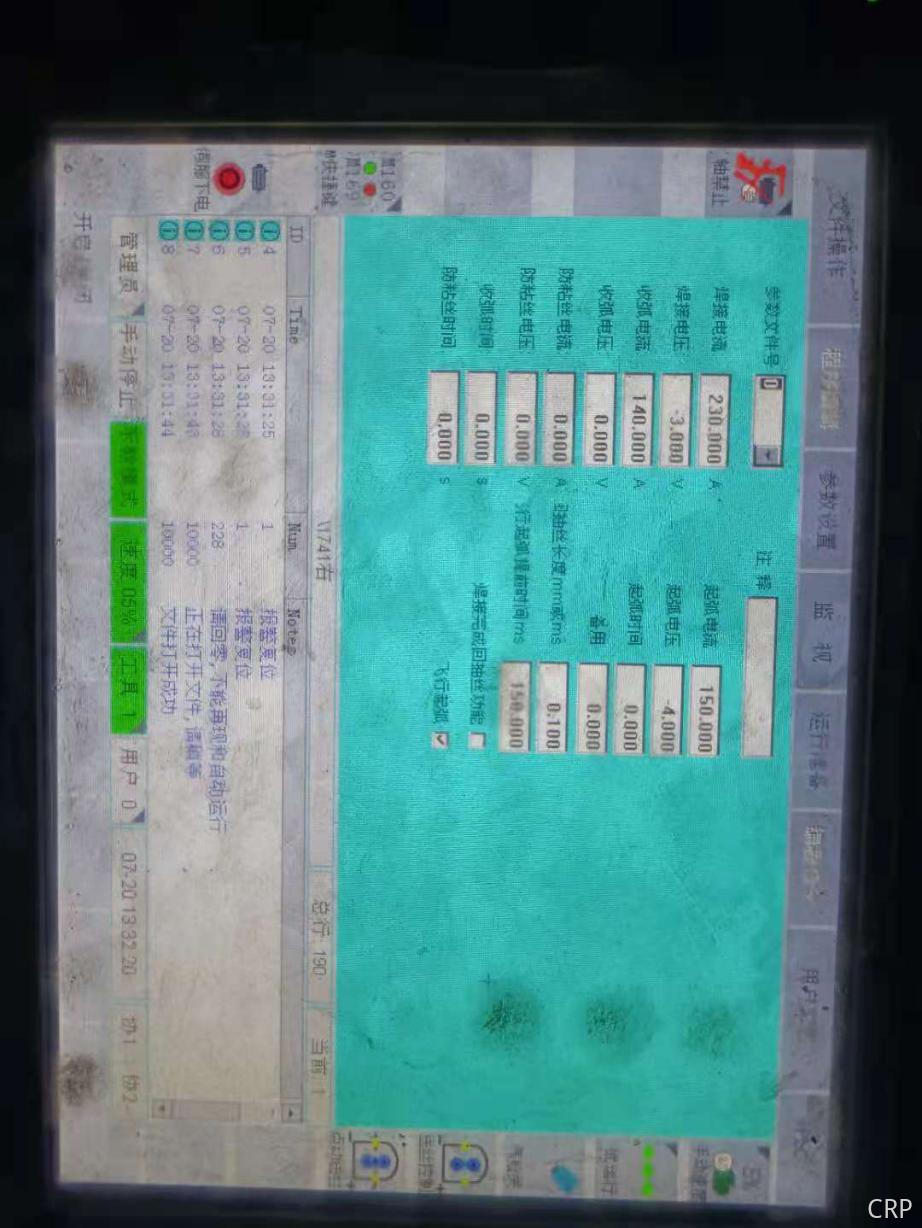
1-1)焊接工艺:使用最基础的焊接功能,未使用其他功能块,焊接速度10mm/s。 |
|
1-2)成品图片 |
|
1-3)焊接视频 |



四、建议与改进
终端客户反馈:先前先上了两台麦格米特Ehave CM350焊机,使用起来飞溅较大,参数调节要求较高。后续上了4台低飞溅焊机,使用起来飞溅较小,参数调整起来要求不高,容忍性较好。其他方面用起来也是比较满意。 合作伙伴反馈:设备使用与薄板焊接效果很好,几乎是新机拉到现场调试好以后就行了,使用两个月未出现一点问题。卡诺普在焊接行业深耕多年,特别是在薄板焊接领域,功能几乎实现全覆盖,参数调节人性化,界面汉化操作起来简单易懂,无论是平时是自己调试设备还是给终端客户做培训,都可以很得心应手。 |
六、项目总结
客户现场半自动化设备很多,激光、等离子、冲床等下料设备精度高,现场工件一致性可以得到保证,客户使用起来也特别顺心。客户同类型工件批量很大,不用焊接几个工件就又会重新调点位。算得上是标准的特别适合上机器人的现场。 |





