主机发出
主机接收
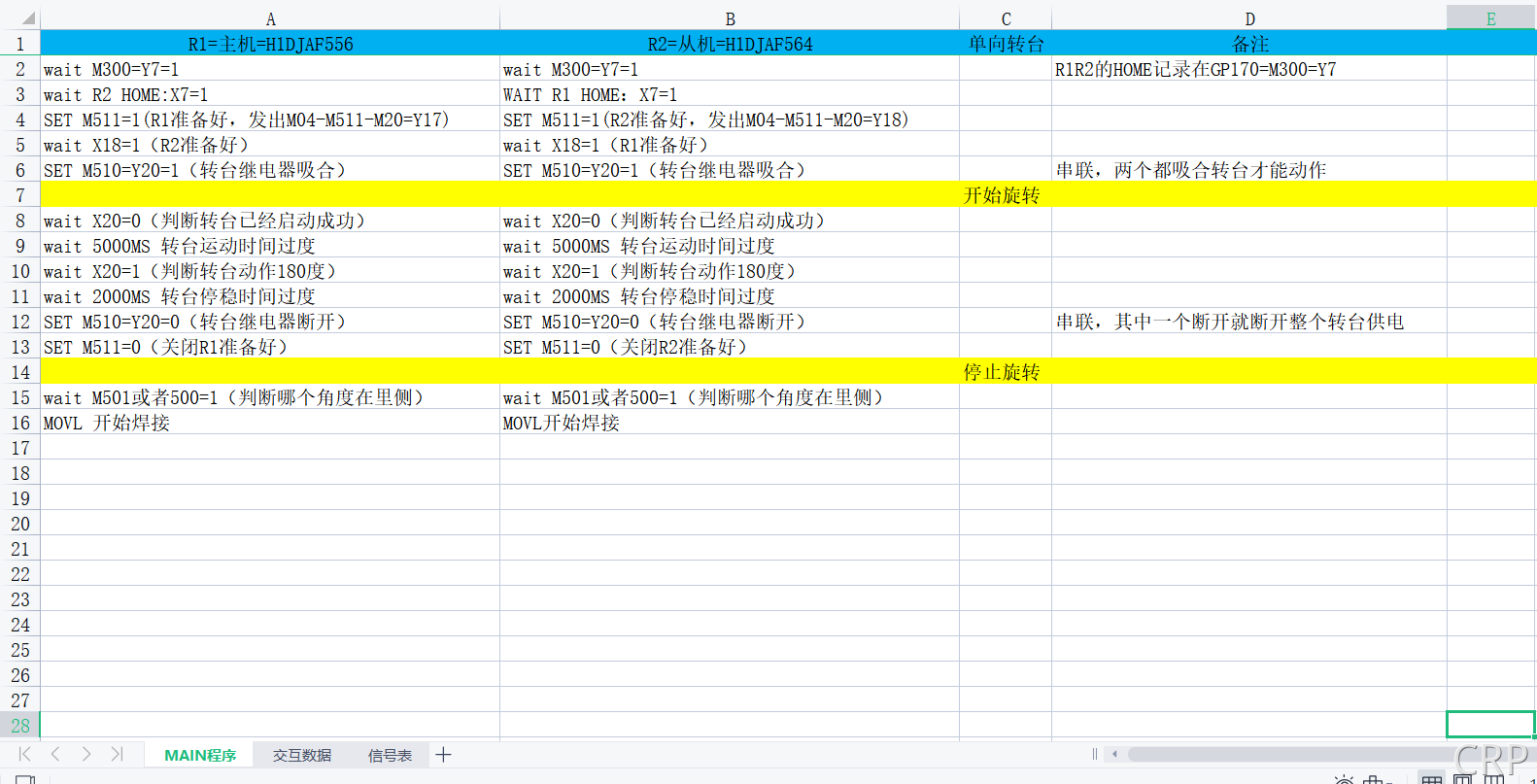
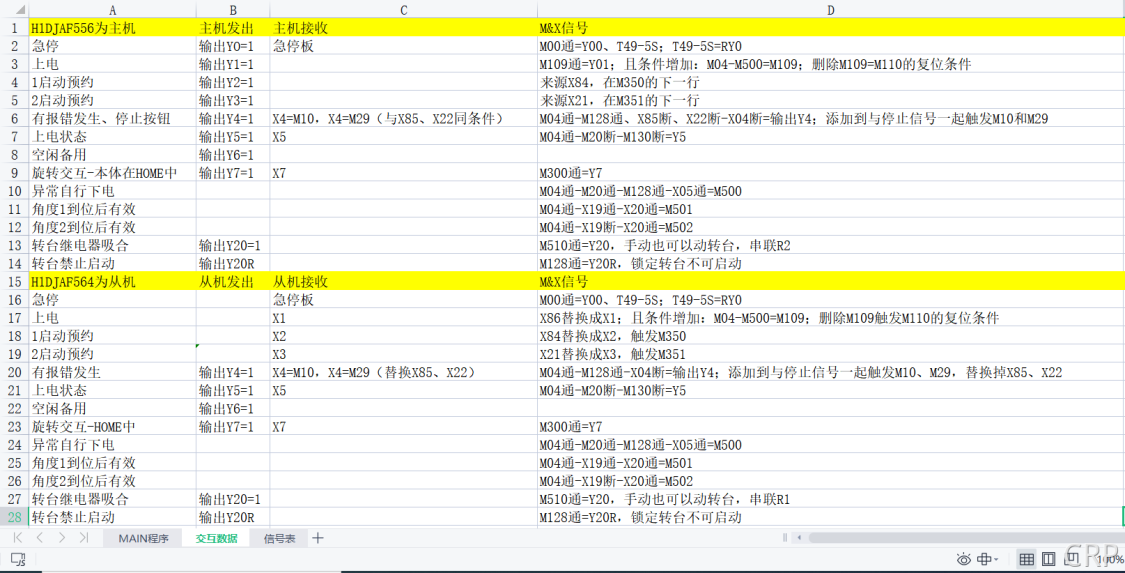
H1DJAF556为主机
M&X信号
急停板
急停
M00通Y00,T49-5S:T49-5S-RYO
输出YO-1
M109通-Y01:且条件增加:M04-M500-M109:删除M109-M110的复位条件
上电
输出Y11
1启动预约
来源X84,在M350的下一行
输出Y2-1
来源X21,在M351的下一行
2启动预约
输出Y31
M04通-W128通,X85断,X22新-X04断一输出74:添加到与停止信号一起触发M10和M29
有报错发生,停止按钮
X4-M10,X4-M29(与X85,X22同条件)
输出Y41
上电状态
输出Y5-1
M04通-M20断-M130断Y5
X5
空闲备用
输出Y6-1
X7
输出Y7-1
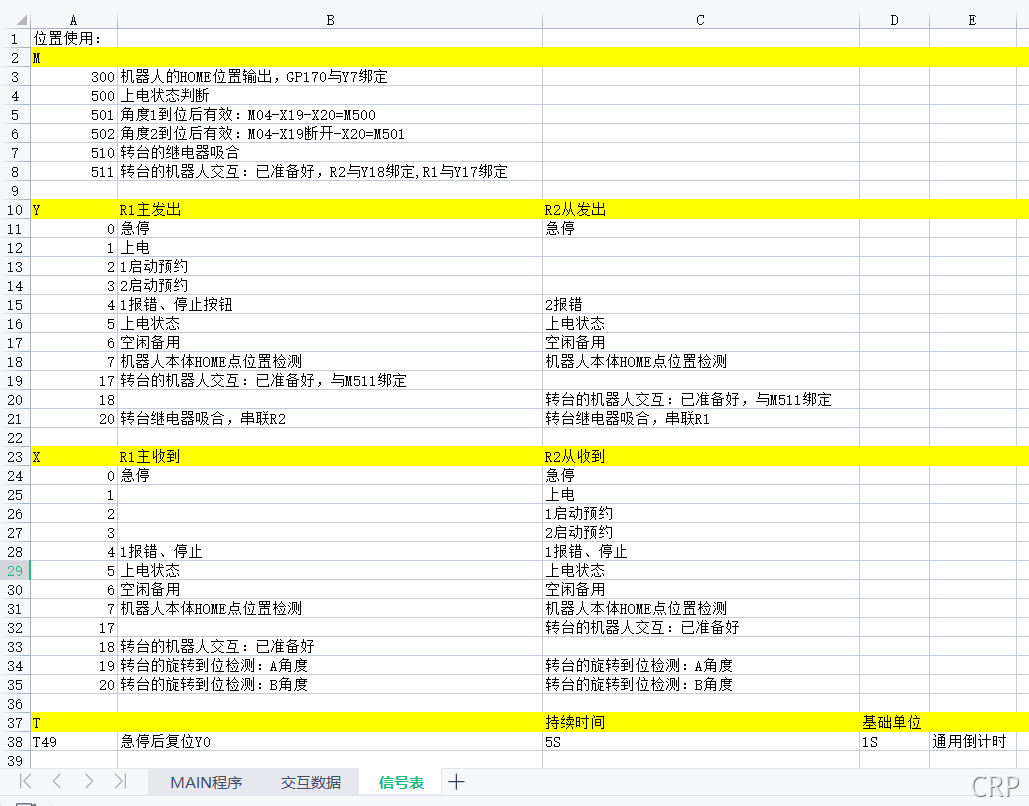
M300通Y7
旋转交互-本体在HOME中
M04通-M20通-M128通-X05通-M500
异常自行下电
10月
11角
角度1到位后有效
M04通-X19通-X20通M501
12角度2到位后有效
M04通-X19断-X20通M502
M510通-Y20,手动也可以动转台,串联R2
13转台继电器吸合
输出Y201
14转台禁止启动
输出Y20R
M128通Y20R,锁定转台不可启动
15H1DJAF564为从机
从机接收
M&X信号
从机发出
急停板
M00通Y00,T49-5S:T49-5SRY0
16急停
17上电
X86替换成X1;且条件增加:M04-M500-M109:删除M109触发M110的复位条件
X1
181启动预约
X2
X84替换成X2,触发M350
X21替换成X3,触发M351
192启动预约
X3
M04通-1128通-X04断二输出Y4:添加到与停止信号一起触发M10,M29,替换掉X85,X22
输出Y4-1
X4M10,X4M29(替换X85,X22)
20有报错发生
上电状态
输出Y5-1
M04通-M20断-M130断Y5
X5
22 空闲备用
输出Y6-1
输出Y7-1
X7
M300通Y7
23
旋转交互-HOME中
24
M04通-M20通-M128通-X05通-M500
异常自行下电
25角度1到位后有效
M04通-X19通-X20通M501
26角度2到位后有效
M04通-X19断-X20通M502
27转台继电器吸合
M510通Y20,手动也可以动转台,串联R1
输出Y201
28
转台禁止启动
M128通Y20R,锁定转台不可启动
输出Y20R
十
信号表
交互数据
MAIN程序
100%